- November 30, 2025
- 283 Views
- 15 Likes
- HYDRAULIC
Clean Oil, Smart Assets: How Timely Flushing Saves Millions and Extends Equipment Life
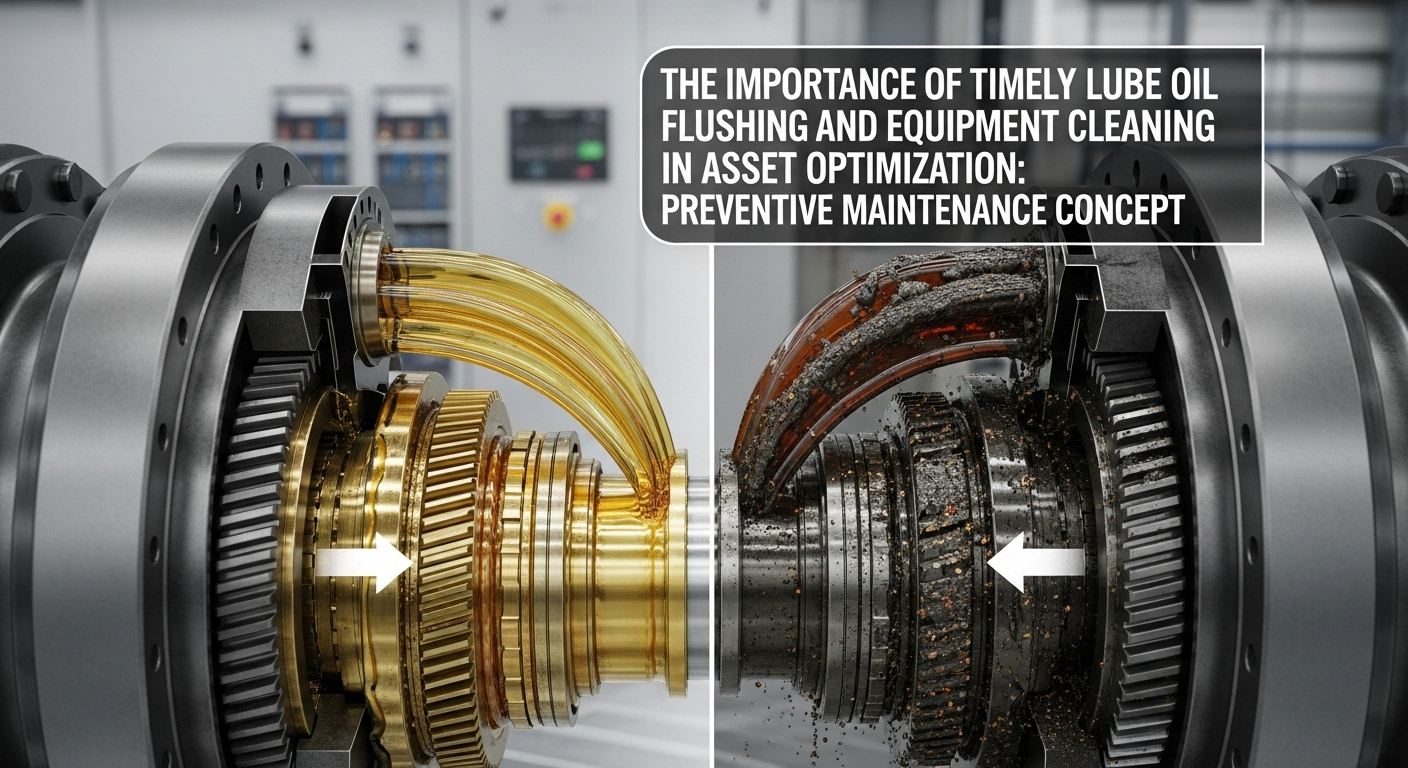
In today’s high-performance industrial world—where turbines spin at blistering speeds, hydraulic systems respond in milliseconds, and every shutdown costs real money—one quiet threat continues to undermine equipment health: contamination.
Whether it’s a speck of dirt, a film of varnish, microscopic metal shards, or a few droplets of water, contaminants can turn a perfectly engineered machine into a source of chronic failures. This is why timely lube oil flushing and equipment cleaning have become cornerstone strategies for asset optimization across power plants, manufacturing facilities, offshore platforms, and processing industries.
Far from being routine housekeeping, these procedures are high-value engineering interventions that dramatically improve reliability, efficiency, and equipment lifespan.
Why Flushing and Cleaning Matter: The Hidden Cost of Contamination
Lubrication systems are designed to operate in clean, controlled environments. But real-world operations introduce contaminants such as:
- Particulate debris
- Water and moisture
- Oxidation by-products
- Varnish and sludge
- Microbial growth
These seemingly small impurities drive over 70% of lubrication-related equipment failures—causing abrasive wear, corrosion, valve sticking, overheating, viscosity breakdown, and ultimately catastrophic machine failure.
The result?
Frequent breakdowns
Escalating maintenance costs
Reduced Mean Time Between Failures (MTBF)
Unsafe or unstable operations
Timely flushing interrupts this failure cycle, restoring a clean operating environment before damage escalates.
Engineering Goals of Flushing and Cleaning
The primary mission of lube oil flushing is straightforward: protect machine internals and restore optimal lubrication conditions. To achieve this, reliability teams focus on:
1. Achieving ISO-Standard Cleanliness
Hydraulic and lube systems must meet strict contamination limits set by:
- ISO 4406 (particle count)
- NAS 1638 / SAE AS4059 (high-precision systems)
These standards are crucial for servo valves, turbines, gearboxes, and rotating machinery.
2. Restoring Lubrication Film Integrity
A clean system ensures:
- Proper hydrodynamic and elastohydrodynamic (EHL) lubrication
- Minimal metal-to-metal contact
- Lower friction and heat generation
- Stable oil chemistry
3. Removing Harmful Deposits
Flushing eliminates:
- Varnish and sludge
- Metallic wear debris
- Water and emulsions
- Welding slag, fibers, and dust from commissioning
- Oxidation residues from degraded oil
Inside the Process: Types of Flushing Used by Engineers
Different systems demand different flushing techniques, including:
High-Velocity Flushing (HVF)
Uses turbulent flow (Re > 4,000) to dislodge contaminants in:
- Turbines
- Compressors
- Hydraulic skids
- Lube oil networks
Hot Oil Flushing
Heated oil (60–80°C) reduces viscosity, allowing better debris removal and varnish dissolution.
Chemical/Detergent Flushing
Breaks down stubborn oxidation deposits when physical flushing isn’t enough.
Pre-Startup Commissioning Flushing
A mandatory step after fabrication to remove:
- Welding residues
- Rust
- Paint flakes
- Fabrication debris
This ensures equipment is safe and ready for first oil.
Critical Parameters Engineers Monitor During Flushing
To confirm process effectiveness, reliability engineers track:
- ISO 4406 cleanliness levels (e.g., 16/14/11 for critical assets)
- Differential pressure across filters
- Flow turbulence and direction changes to eliminate dead zones
- Oil condition indicators
- Viscosity
- Water contamination
- FTIR oxidation analysis
- MPC varnish potential
- Laser particle count
- Viscosity
- Ferrous debris indicators
- PQ index
- Magnetic plugs
- Analytical ferrography
- PQ index
These metrics reveal whether internal wear is active or controlled.
How Cleaning Complements Flushing
Oil flushing focuses on the fluid circuit, while equipment cleaning targets the physical hardware.
Mechanical Cleaning
Brushing, wiping, and solvent cleaning for gear housings, filter bowls, tanks, and reservoirs.
Chemical Cleaning
Dissolves varnish, sludge, and polymerized layers hidden inside coolers, manifolds, and gear systems.
Air and Steam Blowing
Ideal for long pipe runs during major overhauls or new installations.
What Industries Gain: The Asset Optimization Advantage
Timely flushing and cleaning produce transformative benefits:
✔ Longer Equipment Life (Higher MTBF)
Clean lubrication eliminates abrasive and fatigue wear.
✔ Improved Hydraulic & Control System Stability
Contaminants cause valve sticking, actuator sluggishness, and pressure instability—flushing restores responsiveness.
✔ Reduced Thermal Stress
Cleaner oil = better heat transfer = lower energy consumption.
✔ Lower Maintenance & Operating Costs
Avoid:
- Emergency shutdowns
- Early component replacements
- Premature oil changes
✔ OEM Compliance
Most manufacturers specify strict cleanliness codes—meeting them preserves warranty and equipment integrity.
Integrating Flushing into a Modern Maintenance Strategy
World-class operations incorporate flushing into:
- Preventive Maintenance (PM) plans
- Reliability-Centered Maintenance (RCM) models
- Oil condition-based intervals
- Asset criticality rankings
- Predictive monitoring (ISO trending, ferrography, MPC varnish analysis)
This ensures flushing is performed before contamination triggers failures—not after.
Conclusion: Clean Oil Is Smart Engineering
Timely lube oil flushing and equipment cleaning are not optional—they are strategic engineering tools for safeguarding equipment health, improving operational efficiency, and reducing lifecycle costs.
In an era where uptime is money and reliability is competitive advantage, clean oil becomes more than maintenance.
It becomes a core performance philosophy—the foundation of sustainable, intelligent, and failure-resistant operations.